Intelligent Early Warning Health Examination System
John Finlay’s Intelligent Early Warning Health Examination System monitors critical coal preparation plant equipment, collecting stable, accurate data, analyzing machine health, and issuing pre-warnings to enable proactive maintenance before failures occur.
3-Tier
Distributed architecture
0.1–10kHz
Ultra-low noise detection
4G / 5G
Wireless connectivity
Real-Time
Cloud diagnostics
Product Overview
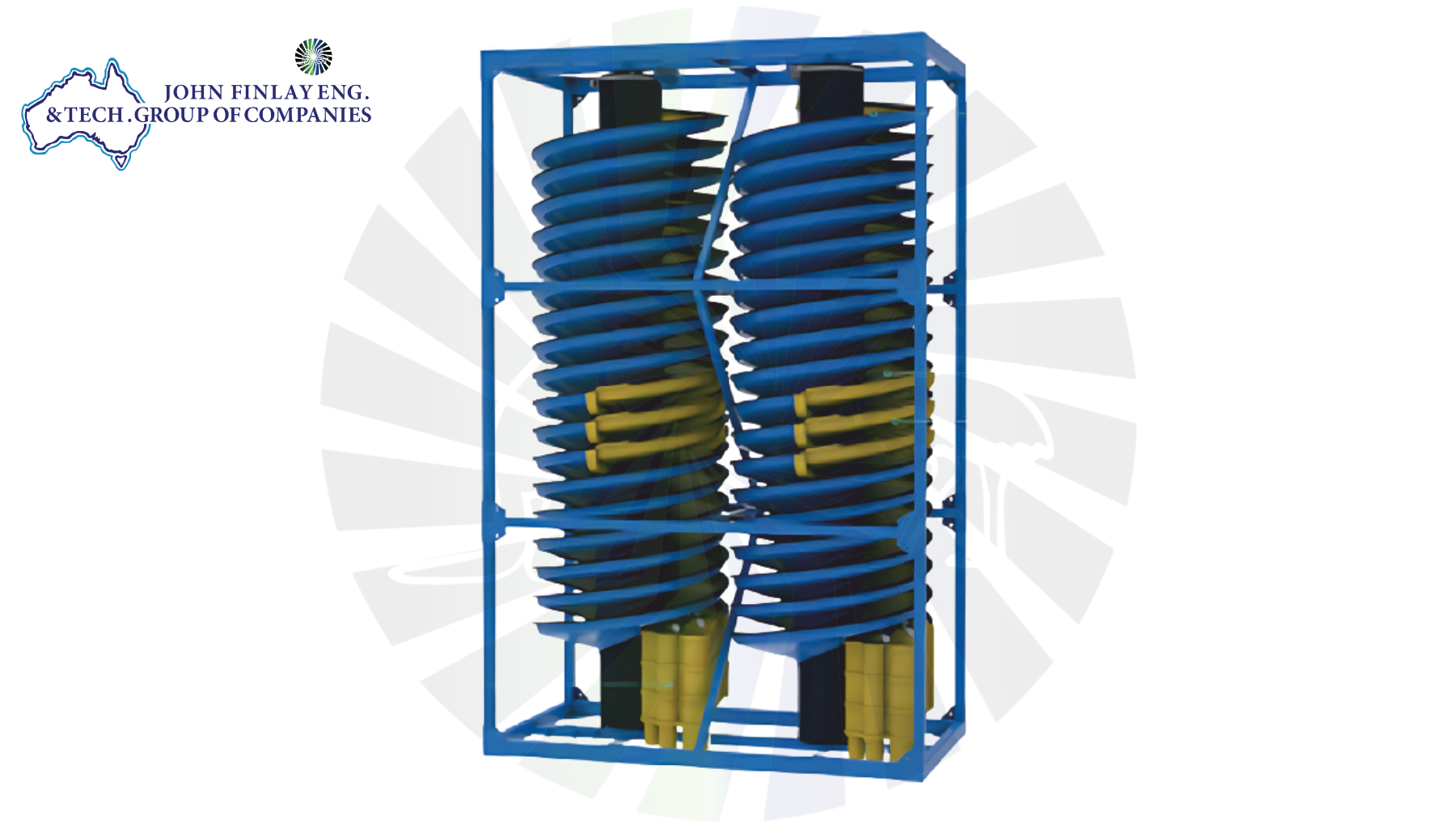
Spiral Concentrator for Coal & Mineral Gravity Separation
A reagent-free, low-energy gravity separation device for fine coal recovery and heavy mineral beneficiation, suitable for rougher, cleaner, and scavenger duties.
The John Finlay Spiral Concentrator is a gravity-based separation device engineered for the continuous recovery of fine coal and minerals based on differences in particle specific gravity. The spiral separator operates using a combination of gravitational and centrifugal forces acting on particles as the slurry flows down the helical trough, causing denser, heavier particles to migrate inward toward the central column, while lighter gangue material is carried outward toward the trough rim.
As the slurry descends, stratified layers form across the spiral surface. These layers are intercepted at discharge points by adjustable splitters that divide the flow into three product streams: concentrate, middlings, and tailings. This precise, controllable separation makes the spiral concentrator an ideal primary or secondary gravity separator in coal washery circuits, iron ore beneficiation, mineral sands processing, and chromite recovery.
With no moving parts, no chemical reagents, and extremely low energy consumption, the John Finlay spiral concentrator delivers reliable, low-maintenance separation performance even in high-volume, continuous-operation environments. It is available in single-, double, and triple-start configurations to suit varying throughput and footprint requirements.
John Finlay's Core Advantages
Core Advantages
Why the Spiral Concentrator Outperforms Other Gravity Separators
Three defining engineering advantages that set the John Finlay spiral concentrator apart in coal and mineral processing applications.
High Positioning Accuracy
Adjustable product splitters allow precise control of the concentrate, middlings, and tailings cut points, optimising recovery and product grade for each specific ore type and feed condition.
High Reliability
No moving parts within the separation mechanism means minimal mechanical wear, near-zero unplanned downtime, and low ongoing maintenance costs across extended continuous operation.
Low Energy Consumption
The spiral separator is entirely gravity-driven once the slurry reaches the feed head. Only a feed pump is required, delivering significantly lower power consumption than froth flotation or dense medium separation.
Key Features
Key Features of the Gravity Spiral Concentrator
Engineered for sustained performance across fine coal, heavy mineral, and iron ore gravity separation duties in demanding industrial environments.
Gravity + Centrifugal Force Separation
Combines gravitational settling with centrifugal forces generated by the spiral geometry. Heavier particles migrate to the inner trough; lighter particles move outward, achieving efficient specific gravity-based separation without mechanical input.
Adjustable Discharge Splitters
Product splitters at discharge points are fully adjustable to control the width and position of the concentrate, middlings, and tailings bands, allowing the operator to optimize cut points as feed characteristics vary.
No Moving Parts
The spiral trough, central column, and discharge box are all static components. The absence of rotating or reciprocating parts eliminates mechanical failure modes and dramatically reduces maintenance requirements.
Single, Double & Triple Start Configurations
Available in single-, twin-, and triple-start spiral configurations mounted on a common central column, maximizing throughput per unit of floor space and reducing civil construction costs per tonne processed.
Reagent-Free, Environmentally Sustainable
The spiral concentrator uses only water and gravity to achieve separation, no chemical reagents, no flocculants, no collectors. This makes it one of the most environmentally responsible gravity separation technologies available.
Visual Process Monitoring
The open spiral trough allows operators to directly observe the separation process, verifying that stratification is occurring correctly and making real-time splitter adjustments without instrumentation.
Working Principle
How the Gravity Spiral Concentrator Works
The spiral concentrator separates coal and minerals through a flowing film principle, combining gravitational force, centrifugal force, hydrodynamic drag, and differential settling as slurry descends the helical trough.
Three-Product Discharge
The spiral concentrator simultaneously produces three separable product streams from a single pass, selectable via adjustable splitters at the discharge box.
Concentrate
Dense, heavy particles (coal or mineral) collected from the inner trough band. Highest-grade product stream. Typically sent for dewatering and product recovery.
Middlings
Intermediate-density particles collected from the mid-trough band. Often returned to the spiral circuit for re-treatment or processed by a secondary gravity concentrator.
Tailings
Applicable across a wide range of ore processing applications, including magnetite, hematite, copper, zinc, and lead mineral processing facilities.
Industry Applications
Applications of the Spiral Concentrator in Mining & Mineral Processing
The spiral concentrator is one of the most versatile gravity separation devices in mineral processing, applicable across a broad range of ore types and particle size fractions.
Fine Coal Separation
Recovery of fine coal particles (0.1–2 mm) in coal washery circuits. The spiral concentrator is ideal for treating the fine coal fraction that is too coarse for flotation and too fine for dense medium cyclones.
Coal Washery Circuits
Primary gravity separator in coal preparation plants, handling fine coal desliming, pre-concentration, and cleaning duties. Proven in coal washery installations across multiple countries.
Iron Ore Beneficiation
Rougher, cleaner, and scavenger separation of hematite, magnetite, and goethite iron ores. Effective gravity separator for fine iron ore particles in the 0.04–1.5 mm size range.
Mineral Sands Processing
Gravity separation of heavy mineral sands including ilmenite, rutile, zircon, and monazite from silica gangue. Suitable for both primary concentration and cleaning duties.
Chromite Recovery
Efficient gravity separation of chromite from silicate gangue in chrome ore processing plants. The spiral concentrator achieves effective chromite recovery in the fine particle size range.
Gold & Tin Recovery
Pre-concentration of free-milling gold and cassiterite (tin) from alluvial and hard-rock ore feeds. Used as a cost-effective primary gravity concentrator ahead of intensive leaching or smelting.
Silica Sand Upgrading
Removal of heavy mineral impurities (iron, titanium) from silica sand feeds for glass sand and industrial mineral applications. Achieves high-purity silica sand product in continuous operation.
Tailings Re-Treatment
Recovery of residual valuable minerals from historic tailings storage facilities. The spiral concentrator is a cost-effective and reagent-free solution for tailings re-processing and value recovery.
Comparative Advantage
Advantages of the Spiral Concentrator Over Other Gravity Separation Methods
Compared to other gravity separation technologies, including shaking tables, jigs, and dense medium cyclones, the spiral concentrator offers a compelling combination of throughput, simplicity, and operating cost.
Spiral Concentrator
AdvantagesShaking Tables / Dense Medium Cyclones
About John Finlay
Spiral Concentrator Manufacturer
Why John Finlay?
John Finlay Engineering & Tech Group of Companies is a specialist gravity separation equipment manufacturer and supplier with a proven track record supplying spiral concentrators to coal washeries and mineral processing plants globally. As an experienced spiral concentrator manufacturer, John Finlay provides equipment selection support, process consultation, and after-sales technical service for coal and mineral beneficiation projects.
Whether you are looking to buy a spiral concentrator for fine coal recovery, iron ore pre-concentration, mineral sands processing, or tailings re-treatment, the John Finlay team can advise on the right spiral separator configuration, number of starts, and circuit arrangement to meet your project’s recovery and grade targets.
- Specialist gravity spiral concentrator manufacturer with global coal washery project references
- Supply of single, double, and triple-start spiral separator configurations
- Full engineering support, from gravity separation test work advice to plant commissioning
- Competitive spiral concentrator price, contact for project-specific quotation
- Experienced spiral concentrator supplier serving India and international mineral processing markets
- Spare parts availability and ongoing technical support for long-term plant uptime
- Complementary equipment supply, flotation machines, density meters, thickeners, and more
Concentrate, Middlings & Tailings
100% reagent-free gravity separation
of all comparable gravity separators
Frequently Asked Questions | Spiral Concentrator
Need Help Selecting the Right Equipment?
Our experts can help you choose the most suitable equipment for your coal processing requirements and plant conditions.
Talk to an Expert