A technical perspective on coarse fines separation, project economics, and circuit selection in Indian coal beneficiation
By Aadil Keshwani
Managing Director, John Finlay India Pvt. Ltd.
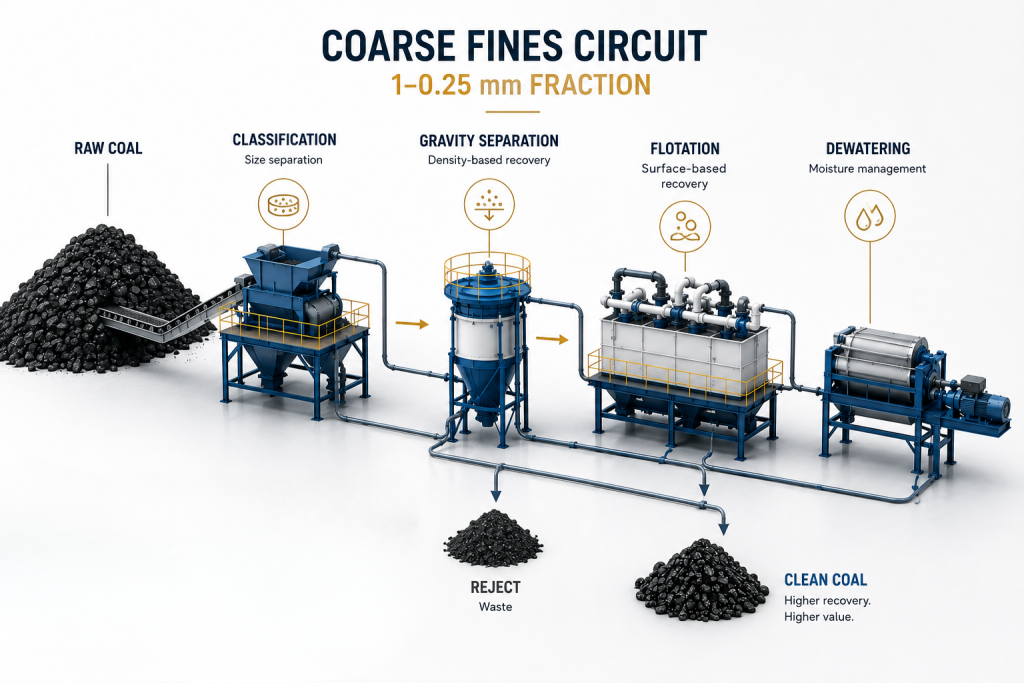
There is a renewed debate in the Indian coal processing industry around the 1–0.25 mm fraction — often called the “coarse fines” fraction.
The argument usually follows a simple line:
Indian washeries are leaving yield on the table in this size range. HydroFloat coarse-particle flotation can recover that yield. Therefore, Indian operators are commercially behind for not adopting it.
The first part of that argument is directionally correct.
The 1–0.25 mm fraction is important, and in many washeries it deserves more attention than it receives.
The conclusion, however, is too simple.
The correct question is not
“Why has India not adopted HydroFloat?”
The correct question is:
“For this coal, this size distribution, this NGM profile, this oxidation condition, this existing circuit, and this capital envelope, which separator gives the best project economics?”
That is a very different engineering question.
Our group has executed 130+ EPC washery projects globally and currently operates 47 plants. Across Indian, Chinese, Australian, and African coals, the 1–0.25 mm fraction has repeatedly proven to be one of the highest-leverage areas in washery design.
But it is also one of the easiest areas to oversimplify.
The technology decision should be made on physics, operating data, and full-circuit economics — not on the comparative sales narrative of any single equipment supplier.
1. The Yield Math Needs the Right Denominator
A commonly repeated claim is that a 2–3% additional recovery in the 1–0.25 mm fraction can translate into 20,000–30,000 tonnes of additional clean coal per year in a 1 MTPA washery.
That number needs careful qualification.
A 1 MTPA washery does not process 1 million tonnes per year of 1–0.25 mm material. In many Indian coking coal washeries, this fraction is typically a minority of total ROM feed. The exact number depends on top size, crusher product, seam characteristics, friability, and fines generation.
Therefore, a recovery improvement inside the 1–0.25 mm fraction cannot be directly treated as the same percentage improvement in total plant yield.
For example, if the 1–0.25 mm fraction represents around 15–25% of total feed, then even a meaningful recovery improvement within that fraction translates into a much smaller plant-level uplift.
This does not mean the gain is unimportant. A one-percentage-point improvement in overall clean coal yield can be very valuable in the right plant.
But the commercial case must be built on the corrected denominator.
The honest calculation is:
fraction mass × realistic recovery improvement × clean coal value
minus incremental CapEx
minus incremental OpEx
minus operating risk
That is the calculation that matters.
If a technology claims 2–3 percentage points of total plant yield improvement, then it should be supported by plant data. If the claim is 2–3% improvement within the coarse-fines fraction, then the plant-level gain is much smaller.
This distinction is not academic. It determines whether the payback is compelling, marginal, or uneconomic.
2. Coarse-Particle Flotation Works — But It Has Physical Limits
HydroFloat is good engineering. The principle of fluidised-bed coarse-particle flotation is sound.
By reducing turbulence in the bubble-particle contact zone, the technology can extend flotation beyond the range where conventional mechanical cells become inefficient. In the right mineral systems, this is a powerful advantage.
But coarse-particle flotation is still limited by bubble-particle stability.
As particle size increases, the forces that detach a particle from a bubble rise faster than the forces holding the particle to the bubble. HydroFloat reduces turbulent detachment, but it does not eliminate gravity, inertia, particle shape effects, incomplete liberation, or surface oxidation.
In practical coal terms:
Below 1 mm, HydroFloat can perform well on liberated, hydrophobic coal.
Between 1.0 and 1.5 mm, performance becomes more coal-specific.
Above that range, recovery is increasingly dependent on liberation, density, surface condition, and particle-bubble stability.
This does not make HydroFloat ineffective. It simply means the technology should not be treated as a universal answer for the full 1–0.25 mm coal fraction.
For coal, the right comparison is not HydroFloat versus a poorly operated legacy fines circuit.
The right comparison is HydroFloat versus a properly specified gravity circuit: TBS, Reflux Classifier, small-diameter dense medium cyclone, or a combination of these.
That comparison is much closer.
3. Reagent OpEx Cannot Be Treated as a Footnote
Any flotation-based circuit has a reagent dependency. In Indian coal, that dependency matters.
A HydroFloat circuit requires collector, frother, conditioning, reagent dosing, air supply, froth handling, instrumentation, and additional operating attention. These are not minor items when the incremental yield gain is being measured against only a fraction of total plant feed.
The reagent cost may be manageable in some applications. But it must be included honestly in the economic model.
Indian coking coal adds another complication: variable oxidation.
Coal that has been stored, weathered, blended across seams, or exposed to monsoon conditions can show significant variation in surface hydrophobicity. As oxidation increases, flotation response becomes less predictable and reagent consumption can rise materially.
This is one of the recurring reasons why flotation circuits in Indian coking coal do not always achieve design recovery in sustained operation.
Gravity circuits are not immune to poor operation. They require classification discipline, water balance, density control, and mechanical maintenance.
But their failure modes are different.
A TBS, Reflux Classifier, or dense medium cyclone does not require the coal surface to remain consistently hydrophobic. It separates primarily on density and settling behavior.
That distinction matters in India.
4. The CapEx Comparison Must Be Scope-Based
The capital comparison also needs to be made carefully.
A HydroFloat installation for this duty is not just a cell. The installed system may include classification, conditioning tanks, reagent storage and dosing, air systems, froth pumps, launders, instrumentation, civil works, and downstream dewatering modifications.
Depending on site conditions and import content, the installed cost can be materially higher than a TBS circuit and often higher than a Reflux Classifier circuit.
That does not automatically make HydroFloat uneconomic. If the yield gain is large enough, the payback can justify the premium.
But the analysis must compare full circuits, not equipment names.
A fair comparison should include:
| Technology | Main advantage | Main limitation |
|---|---|---|
| Spiral | Low CapEx, familiar operation | Lower precision in difficult coal |
| TBS | Simple, reagent-free, familiar | Moderate Ep, footprint |
| Reflux Classifier | High throughput, good precision, reagent-free | Needs reasonable classification and water control |
| Small-diameter DMC | Very sharp density separation | Needs magnetite circuit discipline and wear control |
| HydroFloat | Strong coarse flotation in suitable feeds | Reagent-dependent, surface-chemistry-sensitive |
This is the real decision set.
The question is not whether HydroFloat is better than a degraded spiral or a poorly operated TBS. In some cases, it will be.
The question is whether it is better than the best practical alternative for the same coal, at the same plant, under the same economic constraints.
5. Why Coal Is Different from Many HydroFloat Success Cases
HydroFloat has a strong track record in several non-coal mineral systems. That record should be acknowledged.
The technology has found natural applications in systems where coarse flotation is supported by favorable surface chemistry and strong value concentration in coarse particles.
Coal is a different duty.
Coal hydrophobicity is not a simple, stable mineral-surface property. It is affected by rank, maceral composition, oxidation, moisture, clay contamination, storage history, and mineral inclusions.
In Indian coking coal especially, the sorting problem is not just “float the hydrophobic value mineral.” It is a mixed density, mixed liberation, variable surface-chemistry problem.
This is why density-based separators remain so important.
For many Indian coal applications, especially coking coal, the key challenge is achieving a sharp cut at a specific ash and SG target while managing high near-gravity material.
That is exactly the domain where TBS, RC, and DMC circuits have decades of operating relevance.
6. The Reflux Classifier Argument Should Not Be Dismissed
One argument often made against Reflux Classifiers is that they require perfect classification, and that Indian plants cannot provide it.
That is an overstatement.
A Reflux Classifier does need a reasonably controlled feed size band, stable solids concentration, and controlled fluidization water.
But it does not require a mathematically perfect size cut.
No separator performs well when fed badly. That is true for RC. It is also true for HydroFloat, TBS, spirals, and dense medium cyclones.
The Reflux Classifier’s strength is that it offers high throughput per footprint, good density separation, and zero reagent cost. In many coal fines duties, that combination is economically powerful.
The right critique of RC is not that it cannot work in India. It can and does, where the circuit is properly engineered and operated.
The right question is whether the plant’s feed preparation and water balance are good enough to support it.That is an engineering question, not a sales slogan.
7. For Premium Coking Coal, Small-Diameter DMC Must Be in the Discussion
If the concern is unrecovered value in Indian coking coal fines, then small-diameter dense medium cyclones deserve serious attention.
A fine media cyclone circuit can deliver very sharp density separation in the 1–0.25 mm range when supported by proper desliming, medium quality, pressure control, magnetite recovery, and wear management.
This route is especially attractive where a plant already has heavy media infrastructure.
The advantages are clear:no flotation reagents;direct integration with existing medium circuits;familiar operating philosophy for HMC plants;sharp density control;strong fit for high-value coking coal.
The limitations are also real:magnetite quality matters;viscosity management cyclone wear matters;operating discipline matters.
But these are known engineering problems. They are not reasons to exclude the technology.
For established Indian coking coal washeries with HMC infrastructure, small-diameter DMC may often be a stronger first comparison than HydroFloat.
The public debate should therefore not be framed as HydroFloat versus Reflux Classifier.
The honest comparison is:HydroFloat vs RC vs TBS vs fine DMC vs an integrated circuit.Only then can the best answer emerge.
8. The Indian Coal Context Changes the Technology Choice
The case for a technology in Australian, South African, or North American coal cannot be transferred automatically to Indian coal.
Indian coking coal often has higher near-gravity material; greater variability in feed quality and variable oxidation due to mining, storage, and blending; finer mineral matter associations; stricter ash targets for metallurgical use; tighter economics on marginal yield gains.
These conditions do not rule out HydroFloat.
They do mean that HydroFloat should be evaluated plant by plant, with measured feed data and realistic operating assumptions.
For low-oxidation, low-NGM thermal coal applications without existing HMC infrastructure, HydroFloat may be a very good answer.
For premium coking coal washeries with existing dense medium infrastructure, a fine DMC or RC-based circuit may be the better answer.
For simpler thermal coal duties, TBS or spirals may remain economically sufficient.There is no universal answer.
9. A Better Decision Framework
Before recommending any technology for the 1–0.25 mm fraction, the following questions should be answered with measured plant data.
1. What is the actual size distribution?
If most of the material is below 0.8 mm, HydroFloat’s coarse-particle advantage may be less relevant. If the upper end is too coarse, gravity separation may be more appropriate.
2. What is the NGM at target cut density?
Low NGM may justify simpler circuits. High NGM usually requires sharper separation.
3. What is the oxidation condition of the feed?
4. What infrastructure already exists?
If surface oxidation is high or variable, flotation economics become less predictable.
4. What infrastructure already exists?
A plant with HMC infrastructure has a different answer from a plant without it.
5. What is the real incremental CapEx?
The comparison should be installed circuit versus installed circuit, not machine versus machine.
6. What is the all-in OpEx?
For flotation, this must include reagent cost at realistic operating consumption, not only design consumption.
7. What skill profile does the plant have?
Flotation requires sustained metallurgical attention. Gravity circuits require mechanical and density-control discipline. The plant must choose a circuit it can operate well.
8. What is the payback hurdle?
A technology can be technically superior and still commercially weak if the incremental return does not clear the project hurdle. A recommendation that does not answer these questions is not a complete technical recommendation.
10. The Position
HydroFloat is not a bad technology. It is an excellent technology in the right duty.
The issue is whether Indian coal fines are that duty often enough to justify treating HydroFloat as the default answer.
In my view, they are not.
For the 1–0.25 mm fraction in Indian coal washeries, especially coking coal washeries, the default technology set should still begin with gravity-based options: TBS; Reflux Classifier;small-diameter dense medium cyclone; or an integrated combination of these.
HydroFloat should be evaluated where the feed characteristics, infrastructure, reagent economics, and operating capability support it.
But it should not be presented as a universal correction to an Indian industry that has somehow failed to modernize.
Indian washery operators have not ignored HydroFloat because they are resistant to innovation. They have been cautious because the project economics in Indian coal are not yet universally compelling.
When a HydroFloat installation on Indian coal demonstrates sustained operating data, disclosed reagent consumption, reliable performance across seasonal feed variation, and payback under Indian commercial conditions, the industry will respond quickly.
Until then, the right approach is not dogma.
It is circuit engineering.
The question is not “Which technology has the strongest marketing case?”
The question is:
“Which circuit, on this feed, in this plant, with this team, at this capital cost, delivers the highest project NPV?”
That is the engineering question.Everything else is sales.
About Authors:

Aadil Keshwani is the Managing Director of John Finlay India Pvt. Ltd., the Indian arm of the John Finlay group. The group has executed 130+ EPC coal beneficiation projects globally and currently operates 47 washeries under O&M. The views expressed here are based on operating experience across coal washeries and the broader public technical literature.