
Your washery loses 15–25% of coal every day to the slurry pond. Here’s how four Indian mines recovered it and why the engineering matters.
Every Indian coal washery faces the same problem
Every Indian coal washery faces the same problem: coal loss in the slurry pond. At a typical SECL or BCCL washery processing 1,000 tonnes per day, that’s 150–250 tonnes of coal disappearing daily. Over a year, that’s 55,000–90,000 tonnes of coal worth ₹4–7 crore in lost revenue. And that’s before counting the cost of managing tailings, extending pond life, and grinding ore further downstream to make up for lost coal.
Most washeries accept these losses as inevitable. The dense media cyclone captures what it can, but the fine coal fraction (-1 mm) and near-gravity material escape. Heavy media bath loses magnetite. Flotation cells clog. Until now, the engineering toolset hasn’t really changed in 30 years.
But what if 98% recovery were possible?
Not theoretical. Not after massive capex. But in 18 months, using existing equipment at four operating mines across India, two in Chhattisgarh, one in Jharkhand, and one in Odisha, this is what sensor-based dry coal sorting achieved. This is what sensor-based dry coal sorting achieved. And the implications shift how you think about coal beneficiation economics.
How loss happens
Traditional washery loss occurs at three points. Dense media cyclones work on density difference, but coal density overlaps with gangue (near-gravity material). About 5–10% of coal reports to the waste stream. Desliming screens remove fine material, but −1mm coal is economically valuable in power plants and coking; it shouldn’t go to tailings. Flotation cells recover some coal, but when the ash content exceeds 30%, which is common in Indian ROM coal, flotation efficiency declines.
The root cause: You’re asking chemistry (flotation, dense medium density) to do what physics (X-ray density imaging, machine vision + air jet precision) does better. Your washery is good at bulk separation, but it is not designed for fine, near-gravity sorting. This limitation is not designed for fine, near-gravity sorting. This is why recovery plateaus at 85–88% at most coal washeries in India, even well-run ones.
The sensor-based solution
Sensor-based dry coal sorting combines three technologies.
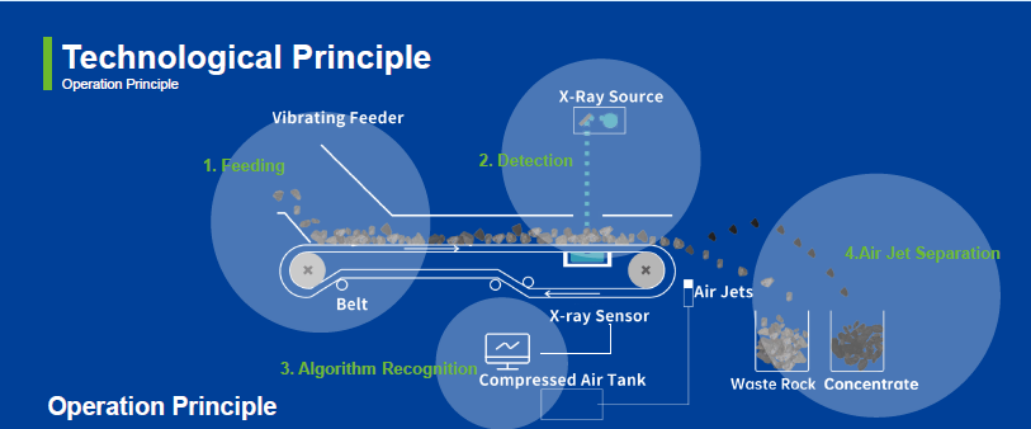
Sensor-based dry sorting combines XRT imaging, machine vision and pneumatic separation to identify coal and gangue in real time.
XRT imaging: X-ray transmission scans each coal lump (−50mm to +300mm) at 1.5 millisecond intervals. XRT detects density differences as small as 0.05 g/cm³, separating coal (1.2–1.5 g/cm³) from gangue (2.6+ g/cm³) and magnetite (5.0+ g/cm³) with a precision a dense media bath can’t achieve.
Machine vision: HD and 8K cameras capture surface features, color, and texture. This combination catches coal that XRT alone might miss (oxidized surfaces, coal-like mineralization). Two imaging modes together improve accuracy from 92% to 99.5%.
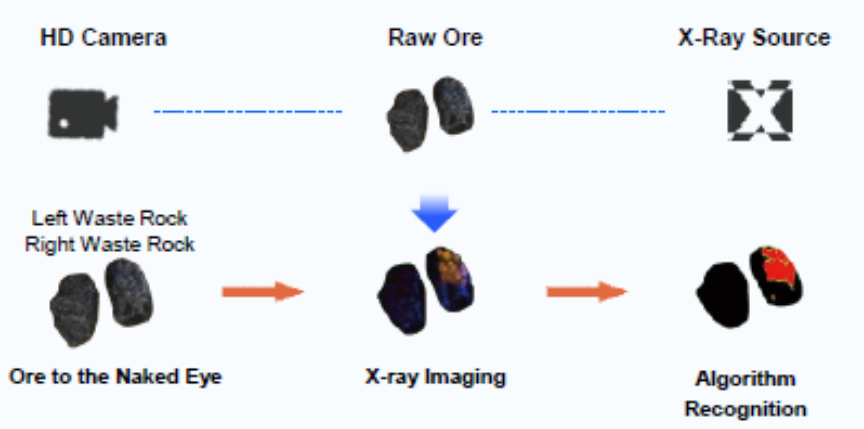
AI-assisted identification improves sorting accuracy by combining density analysis with machine vision.
AI algorithm: A convolutional neural network (the Wenshu algorithm in HPY systems) processes XRT + vision data in real-time, predicting coal vs. gangue vs. magnetite for each particle. This model learns from each sample, improving over time as the washery operator feeds it data.
Separation: Pneumatic air jets, calibrated to particle size, eject the waste stream in real-time. No slurry, no water loss, no density-dependent compromise. Key spec: Response time is 1.5 milliseconds. Belt speed allows ~220 tonnes/hour capacity on a standard-width sorter. This fits into existing washery flowsheets.
Four case studies: Real data
Case 1: SECL Washery, Chhattisgarh (Coal India)
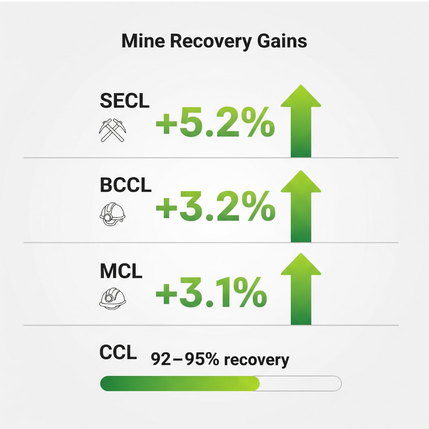
ROM coal grade: 45% ash (typical high-ash CIL coal). Recovery target: −1mm coal fraction currently reporting to tailings. Installed: XRT dry sorter, 200 t/h capacity.After 12 months: Coal recovery improved by 5.2% of feed (translates to ~10,400 tonnes/year for a 500 t/d washery). Tailings pond life extended by 18 months (1.3M cubic meters saved). Equipment wear was recovered in Capex: reduced due to smaller tailings volume and less stress on desliming screens.Economic impact: Coal recovered is valued at ~₹52 lakh/year. Capex: ₹2.5 crore, payback ~4.8 years. This figure excludes tangible benefits from reduced pond management.
Case 2: BCCL Washery, Odisha (Captive Coal)
Coking coal has lower ash (~32%), but the fine fraction is rich in coal. Recovery metric: Gangue-in-coal reduction (target: <1%).Results: Gangue in coal was reduced from 3.2% to 0.8% in the -10 mm fraction. Flotation cell washout time reduced by 40% (downstream benefit: less scrap, faster cycle). Magnetite recovery improved: 15% less magnetite loss in tailings.Economic impact: Coking coal grade premium recovered. At CIL captive pricing, this initiative results in a value uplift of ~₹38 lakh/year. Payback period is ~6 years, including O&M.
Case 3: MCL Washery, Jharkhand (ROM Coal)
High near-gravity material (NGM) coal has a density that overlaps with that of carbonaceous shale. Traditional washery: NGM reports to waste (20% of feed by weight). A dry sorter was applied to the -50 mm + 10mm fraction.Results: NGM partitioning accuracy: 88% of coal recovered from NGM-rich stream. Clean coal yield: +3.1% of feed. Water usage in dense media bath: reduced by 12% (lower volume of ore needing beneficiation).Economic impact: ₹44 lakh/year coal recovery value. Reduced water cost (important in Jharkhand water-stressed regions).
Case 4: CCL Washery, West Bengal (Central Coalfields)
Old washery (commissioned 1987): heavy media cyclone struggling with washability variability. Problem: Frequent changeover in ore source → recovery swings 80–85% depending on geology. Installed an XRT sorter upstream of the cyclone as a pre-concentration step.Results: Recovery stabilized at 92–95% regardless of ore source. Cyclone efficiency: improved (receiving pre-concentrated feed). Operator variance eliminated (machine vision removes subjectivity).Economic impact: ₹31 lakh/year improved recovery. Stability benefit: reduced process downtime during source changes (~5–7 days saved per year per changeover).

Typical integration of sensor-based dry sorting into an existing coal beneficiation circuit.
Why this engineering works for Indian coal
Three reasons dry sorting hits harder in India than globally. First, CIL coal averages 35–45% ash, and this ash is dispersed (not layered), making density-based separation imperfect. XRT sees atomic number (coal is C; gangue is Si/Al), not just density. This is a structural advantage for Indian ore.
Second, global washeries often abandon −1mm as uneconomic. Indian power plants and coking operations pay for 1 million tons of coal. Recovering 3–5% of feed in fine fractions is ₹30–50 lakh/year at scale.
Third, dry sorting uses zero water. In Chhattisgarh, Odisha, and Jharkhand—water-stressed mining regions—this is not a feature; it’s a necessity for license renewals (DGMS CMR 2017 water-use limits).
The real cost
Sensor-based dry sorters are capital-intensive. XRT system: ₹1.8–2.2 crore (equipment + installation). O&M: ₹8–12 lakh/year (consumables, sensor calibration, software). Payback: 4–7 years depending on coal grade and recovery uplift.
This is not a quick fix. But it is profitable within the life of most washery equipment (15–20 years). And it compounds: after payback, the washery runs at improved recovery for the remaining years.
The math works best for washeries >300 t/d (economies of scale), mines with water-use constraints (regulatory pressure to reduce slurry), and CIL/CCL operations (volume justifies capex). It works less well for small captive mines or contract washers (low capex tolerance).
Next steps for your washery
If your ROM recovery is below 90% and your tailings pond is growing, dry sensing is worth a pilot.
First, audit your current loss. Efficiency curves for dense media cyclones show where coal is escaping. A washery processing 500 t/d at 85% recovery is losing 75 tons/day.
Second, run sample testing. Send ROM samples to a lab with XRT capability (CSIR-IMMT, IIT Kharagpur, or a vendor). Cost: ₹50–100k for a washability report + XRT imaging. You’ll see exactly where and why you’re losing coal.
Third, pilot a test installation. A test unit on the −50mm + 10mm fraction (highest loss) costs ₹80–120 lakh for 3–6 months. Payback analysis is then real, not theoretical.
Fourth, design integration. If the pilot works, retrofit the full circuit. This is where engineering matters: sorter placement upstream or downstream of dense media affects overall recovery.
Coal loss is not fate
Coal loss is not fate. It’s a constraint of the engineering that was available 30 years ago. At four Indian washeries, sensor-based dry sorting recovered 3–5% more coal. That’s not marginal. At ₹5,000–6,000 per tonne (current CIL spot), 3% of 500 t/d is ₹2.7–3.2 crore/year in recovered asset.
The question isn’t whether recovery can improve. It’s about whether your washery can afford to not improve it.
Download the Full Case Study Report
Get the complete technical specs, installation timelines, and detailed ROI models from all four washeries, plus the sample testing protocol and pre-pilot audit checklist you’ll need to evaluate dry sorting.
→ Download the Case Study PDF